process 1 図面・切断データ作成
図面作成

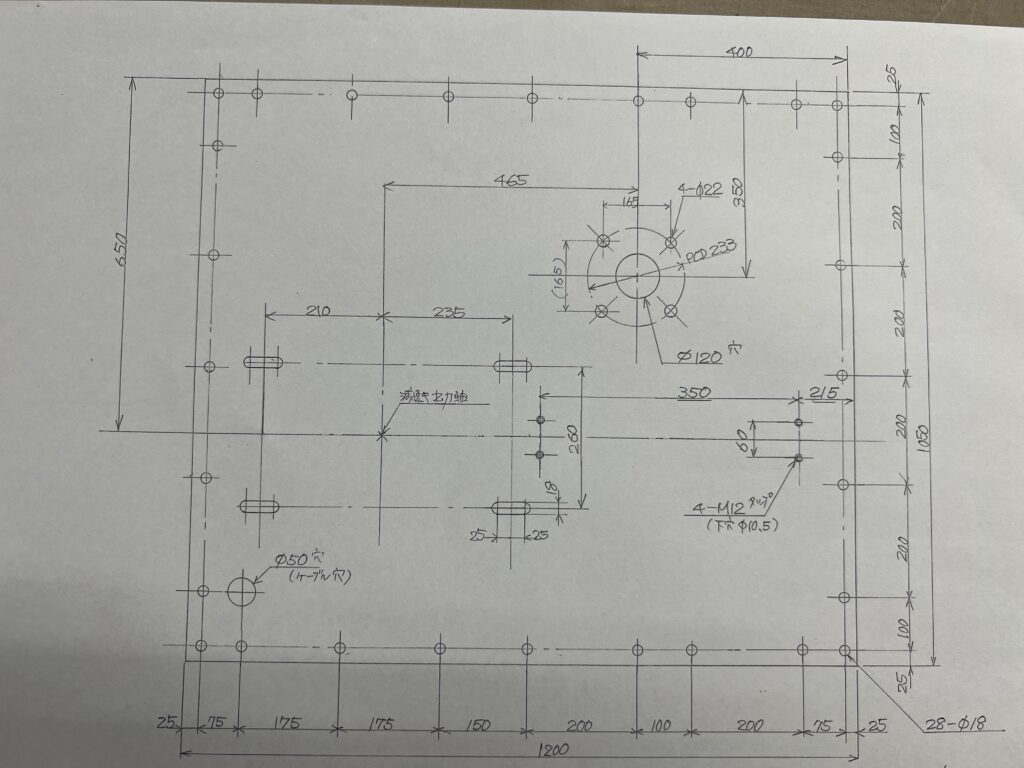
ご注文いただいたデータをCADに起こし、
板厚、2次加工等を考慮しながら作成する。
またデータのないお客様には、
図面をもとに綿密な打ち合わせを行いながら
データ作成する。
CAD・CAM
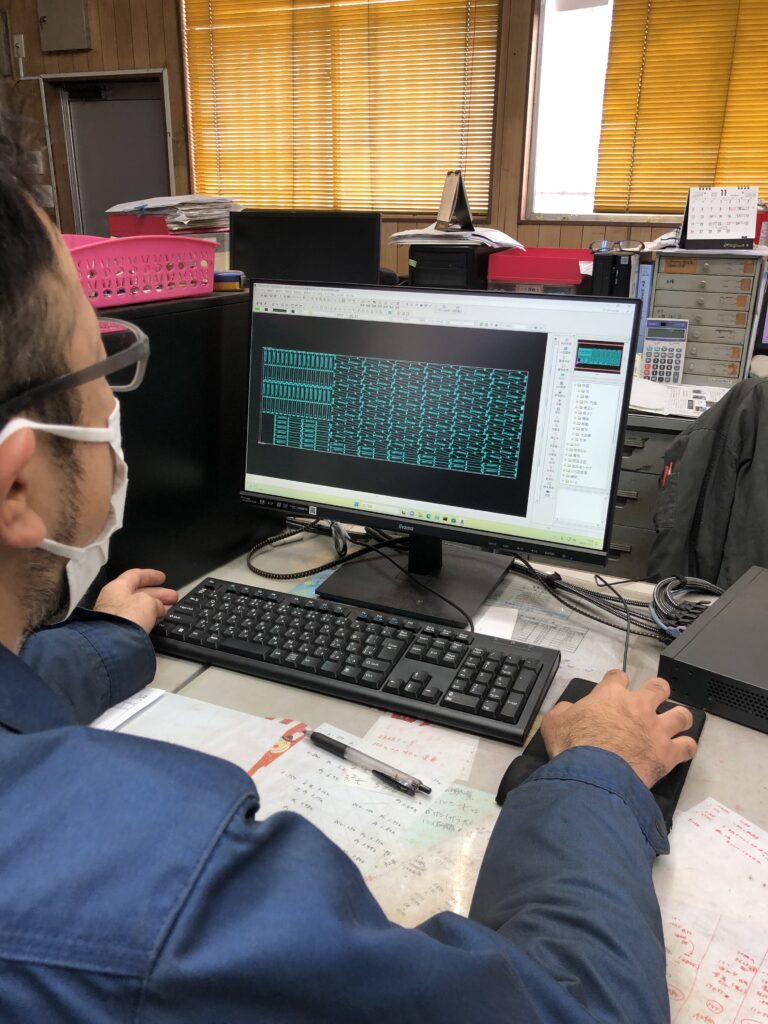
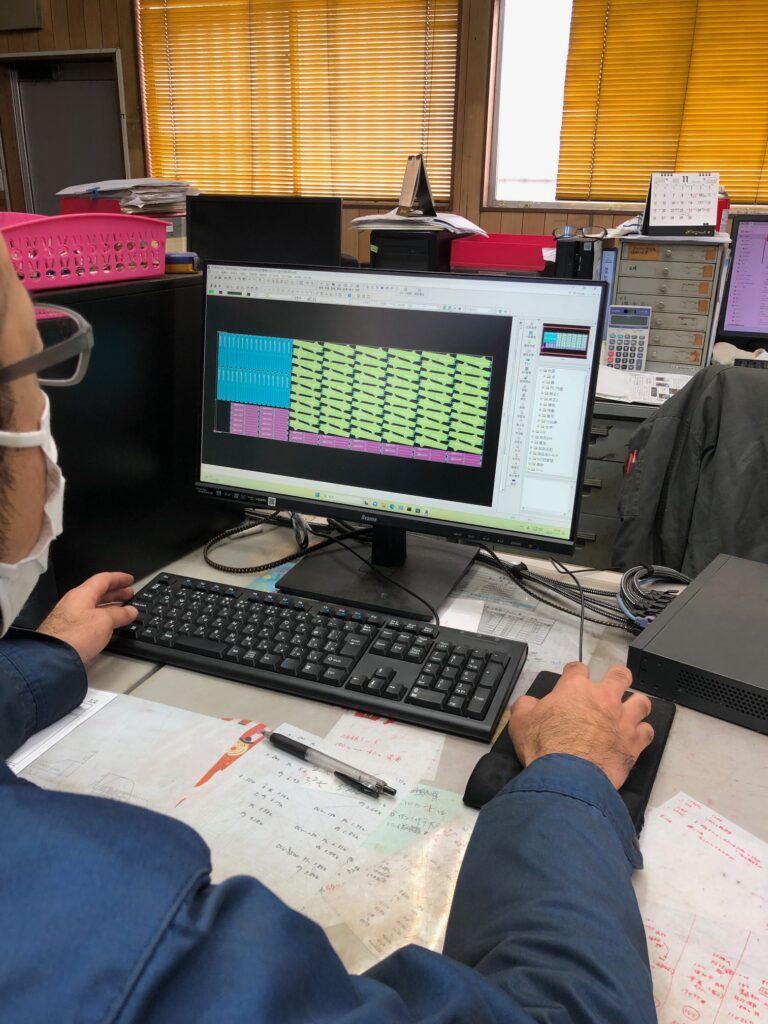
データをもとに規格・板厚・納期ごとに
歩留まり良くネスティングする。
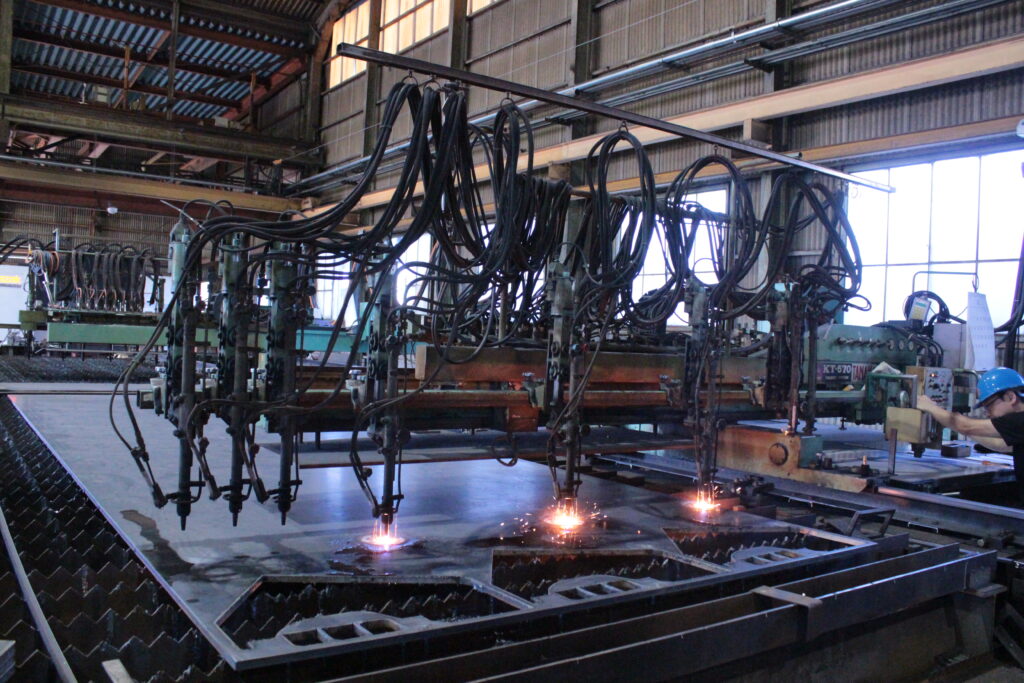
process 2 切断
切断には、さまざまな手法があります。
特徴を活かした加工機を選択することにより、
コスト・リードタイムの軽減につなげます。
レーザ切断


・プラズマ切断に比べ、熱影響が少ないので、
精密な寸法精度が期待できます。
・ケガキ線(材料にキズをつけて線を描く)を付け、
溶接箇所を指定したり、
基準となる線を決める作業等、
後加工の手間と精度を大きく向上させ、
より高い品質確保できます。
・24時間フル稼働により、
大量・短納期でお客様にご提供いたします。
プラズマ切断


・高速切断により、大量・短納期のご注文に
力を発揮します。
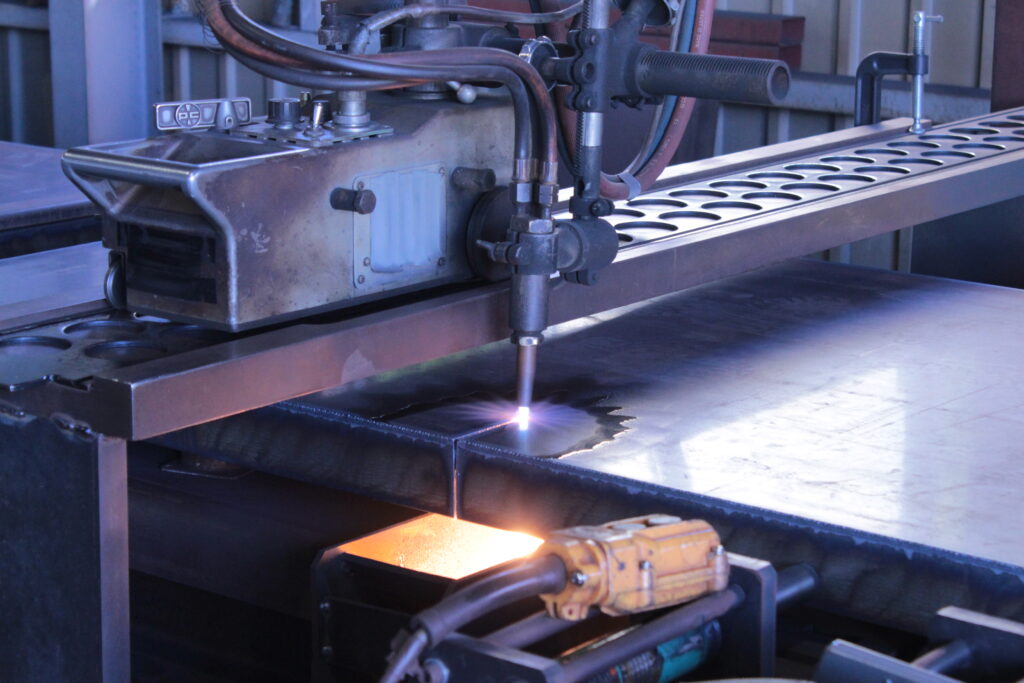
ガス溶断

・板厚100mmまで対応可能(実績)
・熟練の技術を要するガス溶断、
弊社の職人技で、切断面にノッチが入りにくく、
後加工で割れの原因等にも影響しづらい
高品質な製品をご提供いたします。
・バリ取り作業により、後加工も楽になります。
バンドソー切断

・バンドソーによる金属切断は
非常に高い切断性能を持ち、
火花がほとんど発生せず動作音も静かなのが特徴です。
湿式切断と帯鋸の耐久性によって
1回当たりの切断コストが低い切断機械です。
ガス一本引き切断
シャーリング機切断

・6mm以下の直線切りを行います。
process 3 二次加工
マシニング機



・孔、タップ、リーマ、座繰り加工等、
多岐にわたる形状を高精度(1/100mm程度)で
切削できる。
・コラム前後移動、テーブル左右移動で
高領域加工(Z750. X2032. Y810)を確保し、
お客様の厳しいご要望にも満足いただけるようになりました。
プレスブレーキ機(曲げ加工)



・コマツ産機 PV2253導入により、
より精度の高い曲げ加工を実現しました。
・ベンディングアイ搭載で、
曲げ角度を自動補正し曲げ時間の短縮、
狙った角度の安定加工が可能となりました。
ショットブラスト

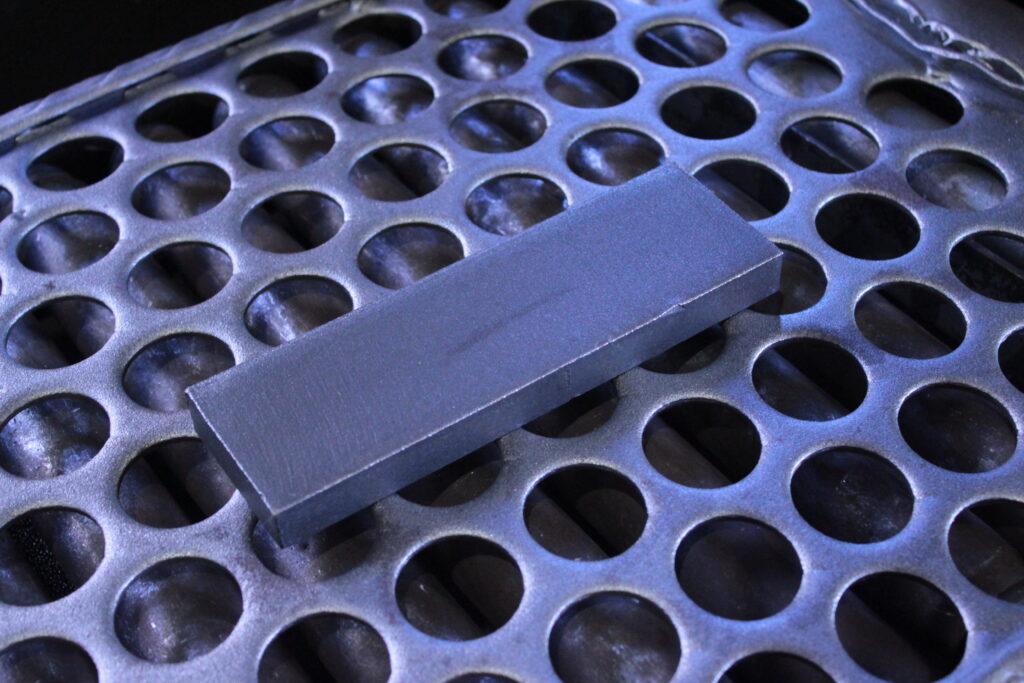
・表面に凸凹をつけ、摩擦係数を増やし、
ボルト等の密着度を上げ、緩み防止を図ります。
また塗料の密着や耐久性の向上等、
鉄部材の使用寿命を延ばします。
次工程に必要なショットブラスト処理は
お客様にとってリードタイム短縮の有益な加工です。
開先機

・溶接の強度と品質を保つために必要な加工です。
・NC制御で、開先角度、寸法を自在に設定、
強力な油圧クランプで、安定した切削が可能です。
レベラー加工

・上下、千鳥に配列されたロール全体で
鋼板を押さえることにより、
素材の反りを修正し、平坦度を上げます。
より高い品質を目指します。